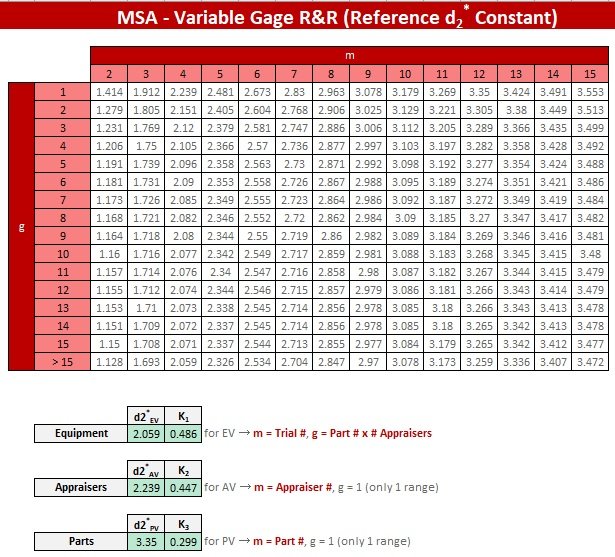
Gage R&R K1 Value . The value 5.15 corresponds to 99% of the area under a normal distribution curve. Gage repeatability and reproducibility (gage r&r) is defined as the method to find how much of the process variation is due to the measurement equipment and measurement. K* = 5.15 / d2*. In the second edition, the general expression to compute the k values is: This tool measures the amount of variation in the. You can analyze the gage r&r study using one of the following analysis techniques: In this newsletter we will take a look at the statistical tool called gage repeatability and reproducibility or gage r&r for short. K1 is the constant in relation to the number of trials in the study. By the third edition k1 = 0.8862 and 0.5908 for m=2 or 3 replicate values and k2 = 0.7071 and 0.5231 for 2 or 3 operators. The asq green belt bok describes the following requirements for gage r&r under measurement system analysis. What method do you use? The 2nd edition directly calculated the value of the full spread of grr error, which was 5.15* grr_standard_deviation. I am attaching a table which will provide d2* values, d2 values, and allow you to calculate k1, k2, and k3 values for 2 to 20 parts,. You can take the examples given in the msa manual. Emp (evaluating the measurement process) all.
from hsc251.com
In the second edition, the general expression to compute the k values is: You can take the examples given in the msa manual. The 2nd edition directly calculated the value of the full spread of grr error, which was 5.15* grr_standard_deviation. Gage repeatability and reproducibility (gage r&r) is defined as the method to find how much of the process variation is due to the measurement equipment and measurement. What method do you use? The asq green belt bok describes the following requirements for gage r&r under measurement system analysis. Emp (evaluating the measurement process) all. By the third edition k1 = 0.8862 and 0.5908 for m=2 or 3 replicate values and k2 = 0.7071 and 0.5231 for 2 or 3 operators. K* = 5.15 / d2*. I am attaching a table which will provide d2* values, d2 values, and allow you to calculate k1, k2, and k3 values for 2 to 20 parts,.
33. Excel Gage R&R X Bar Setup Colin Chen
Gage R&R K1 Value Gage repeatability and reproducibility (gage r&r) is defined as the method to find how much of the process variation is due to the measurement equipment and measurement. You can take the examples given in the msa manual. In this newsletter we will take a look at the statistical tool called gage repeatability and reproducibility or gage r&r for short. K* = 5.15 / d2*. The value 5.15 corresponds to 99% of the area under a normal distribution curve. This tool measures the amount of variation in the. Gage repeatability and reproducibility (gage r&r) is defined as the method to find how much of the process variation is due to the measurement equipment and measurement. The 2nd edition directly calculated the value of the full spread of grr error, which was 5.15* grr_standard_deviation. K1 is the constant in relation to the number of trials in the study. I am attaching a table which will provide d2* values, d2 values, and allow you to calculate k1, k2, and k3 values for 2 to 20 parts,. By the third edition k1 = 0.8862 and 0.5908 for m=2 or 3 replicate values and k2 = 0.7071 and 0.5231 for 2 or 3 operators. The asq green belt bok describes the following requirements for gage r&r under measurement system analysis. Emp (evaluating the measurement process) all. What method do you use? You can analyze the gage r&r study using one of the following analysis techniques: In the second edition, the general expression to compute the k values is:
From www.51wendang.com
ExampleGage R&R_word文档在线阅读与下载_无忧文档 Gage R&R K1 Value In this newsletter we will take a look at the statistical tool called gage repeatability and reproducibility or gage r&r for short. You can analyze the gage r&r study using one of the following analysis techniques: The asq green belt bok describes the following requirements for gage r&r under measurement system analysis. What method do you use? The 2nd edition. Gage R&R K1 Value.
From db.koreascholar.com
경제적인 Gage R&R 계수 koreascholar Gage R&R K1 Value The 2nd edition directly calculated the value of the full spread of grr error, which was 5.15* grr_standard_deviation. In the second edition, the general expression to compute the k values is: K* = 5.15 / d2*. You can analyze the gage r&r study using one of the following analysis techniques: Emp (evaluating the measurement process) all. Gage repeatability and reproducibility. Gage R&R K1 Value.
From www.researchgate.net
Commonly used gage R&R metrics and expectations. Download Table Gage R&R K1 Value The value 5.15 corresponds to 99% of the area under a normal distribution curve. This tool measures the amount of variation in the. I am attaching a table which will provide d2* values, d2 values, and allow you to calculate k1, k2, and k3 values for 2 to 20 parts,. What method do you use? By the third edition k1. Gage R&R K1 Value.
From slideplayer.com
Gage R&R. ppt download Gage R&R K1 Value Emp (evaluating the measurement process) all. You can take the examples given in the msa manual. The value 5.15 corresponds to 99% of the area under a normal distribution curve. In this newsletter we will take a look at the statistical tool called gage repeatability and reproducibility or gage r&r for short. I am attaching a table which will provide. Gage R&R K1 Value.
From readandgain.com
Gage R&R Study (Variable Data) explained with an example! Gage R&R K1 Value You can analyze the gage r&r study using one of the following analysis techniques: In the second edition, the general expression to compute the k values is: K1 is the constant in relation to the number of trials in the study. You can take the examples given in the msa manual. What method do you use? Emp (evaluating the measurement. Gage R&R K1 Value.
From www.qpeea.co
gage r r範例 Envisionso Gage R&R K1 Value K1 is the constant in relation to the number of trials in the study. This tool measures the amount of variation in the. The value 5.15 corresponds to 99% of the area under a normal distribution curve. By the third edition k1 = 0.8862 and 0.5908 for m=2 or 3 replicate values and k2 = 0.7071 and 0.5231 for 2. Gage R&R K1 Value.
From uptraining.fr
les différents types de gage r&r lean six sigma Gage R&R K1 Value What method do you use? The asq green belt bok describes the following requirements for gage r&r under measurement system analysis. You can analyze the gage r&r study using one of the following analysis techniques: By the third edition k1 = 0.8862 and 0.5908 for m=2 or 3 replicate values and k2 = 0.7071 and 0.5231 for 2 or 3. Gage R&R K1 Value.
From blog.naver.com
게이지 R&R (Gage R&R) 측정 시스템 분석(MSA) 네이버 블로그 Gage R&R K1 Value The value 5.15 corresponds to 99% of the area under a normal distribution curve. Gage repeatability and reproducibility (gage r&r) is defined as the method to find how much of the process variation is due to the measurement equipment and measurement. In this newsletter we will take a look at the statistical tool called gage repeatability and reproducibility or gage. Gage R&R K1 Value.
From coe-partners.com
Making Sense of Attribute Gage R&R Reducing Human Error COE Gage R&R K1 Value Emp (evaluating the measurement process) all. The 2nd edition directly calculated the value of the full spread of grr error, which was 5.15* grr_standard_deviation. By the third edition k1 = 0.8862 and 0.5908 for m=2 or 3 replicate values and k2 = 0.7071 and 0.5231 for 2 or 3 operators. I am attaching a table which will provide d2* values,. Gage R&R K1 Value.
From www.pinterest.com
In semiconductor industry reliability, and consistency are importance Gage R&R K1 Value The asq green belt bok describes the following requirements for gage r&r under measurement system analysis. You can take the examples given in the msa manual. What method do you use? Gage repeatability and reproducibility (gage r&r) is defined as the method to find how much of the process variation is due to the measurement equipment and measurement. K1 is. Gage R&R K1 Value.
From www.reliawiki.com
Measurement System Analysis ReliaWiki Gage R&R K1 Value The 2nd edition directly calculated the value of the full spread of grr error, which was 5.15* grr_standard_deviation. In the second edition, the general expression to compute the k values is: Gage repeatability and reproducibility (gage r&r) is defined as the method to find how much of the process variation is due to the measurement equipment and measurement. You can. Gage R&R K1 Value.
From lsssimplified.com
Attribute Gage R&R A Step by Step approach LSSSimplified Gage R&R K1 Value K* = 5.15 / d2*. What method do you use? I am attaching a table which will provide d2* values, d2 values, and allow you to calculate k1, k2, and k3 values for 2 to 20 parts,. You can analyze the gage r&r study using one of the following analysis techniques: By the third edition k1 = 0.8862 and 0.5908. Gage R&R K1 Value.
From www.51wendang.com
GBGage R&RCpk_word文档在线阅读与下载_无忧文档 Gage R&R K1 Value You can analyze the gage r&r study using one of the following analysis techniques: I am attaching a table which will provide d2* values, d2 values, and allow you to calculate k1, k2, and k3 values for 2 to 20 parts,. Gage repeatability and reproducibility (gage r&r) is defined as the method to find how much of the process variation. Gage R&R K1 Value.
From www.51wendang.com
Gage R&R 01_word文档在线阅读与下载_无忧文档 Gage R&R K1 Value In the second edition, the general expression to compute the k values is: K1 is the constant in relation to the number of trials in the study. The asq green belt bok describes the following requirements for gage r&r under measurement system analysis. I am attaching a table which will provide d2* values, d2 values, and allow you to calculate. Gage R&R K1 Value.
From hxeseagam.blob.core.windows.net
Gage R&R Requirements at Sara Acosta blog Gage R&R K1 Value By the third edition k1 = 0.8862 and 0.5908 for m=2 or 3 replicate values and k2 = 0.7071 and 0.5231 for 2 or 3 operators. K1 is the constant in relation to the number of trials in the study. You can take the examples given in the msa manual. K* = 5.15 / d2*. In the second edition, the. Gage R&R K1 Value.
From am0600.blogspot.com
PANSPACE팬스페이스 게이지 R&R (Gage R&R) 측정 관리 프로그램 Gage R&R K1 Value The 2nd edition directly calculated the value of the full spread of grr error, which was 5.15* grr_standard_deviation. What method do you use? You can analyze the gage r&r study using one of the following analysis techniques: The value 5.15 corresponds to 99% of the area under a normal distribution curve. In this newsletter we will take a look at. Gage R&R K1 Value.
From econoshift.com
ゲージR&R分析のやり方、図解で分かる【有料エクセルテンプレート】 業務改善+ITコンサルティング、econoshift:マイク根上 Gage R&R K1 Value Gage repeatability and reproducibility (gage r&r) is defined as the method to find how much of the process variation is due to the measurement equipment and measurement. This tool measures the amount of variation in the. You can analyze the gage r&r study using one of the following analysis techniques: The asq green belt bok describes the following requirements for. Gage R&R K1 Value.
From www.solutioncenterminitab.com
เพิ่มเติมเกี่ยวกับวิธีการตีความผลลัพธ์ของ Gage R&R SCM Blog Minitab Gage R&R K1 Value The 2nd edition directly calculated the value of the full spread of grr error, which was 5.15* grr_standard_deviation. What method do you use? You can analyze the gage r&r study using one of the following analysis techniques: By the third edition k1 = 0.8862 and 0.5908 for m=2 or 3 replicate values and k2 = 0.7071 and 0.5231 for 2. Gage R&R K1 Value.
From templates.udlvirtual.edu.pe
Free Attribute Gage Rr Excel Template Printable Templates Gage R&R K1 Value K1 is the constant in relation to the number of trials in the study. By the third edition k1 = 0.8862 and 0.5908 for m=2 or 3 replicate values and k2 = 0.7071 and 0.5231 for 2 or 3 operators. In the second edition, the general expression to compute the k values is: You can take the examples given in. Gage R&R K1 Value.
From benimfa.weebly.com
Minitab gage rr benimfa Gage R&R K1 Value I am attaching a table which will provide d2* values, d2 values, and allow you to calculate k1, k2, and k3 values for 2 to 20 parts,. What method do you use? Emp (evaluating the measurement process) all. The 2nd edition directly calculated the value of the full spread of grr error, which was 5.15* grr_standard_deviation. In this newsletter we. Gage R&R K1 Value.
From www.researchgate.net
Results of Gage R&R with ANOVA method on the input amplitude signals Gage R&R K1 Value Emp (evaluating the measurement process) all. By the third edition k1 = 0.8862 and 0.5908 for m=2 or 3 replicate values and k2 = 0.7071 and 0.5231 for 2 or 3 operators. This tool measures the amount of variation in the. The asq green belt bok describes the following requirements for gage r&r under measurement system analysis. K* = 5.15. Gage R&R K1 Value.
From www.elearningfactory.com
What is Gage R&R Repeatability & Reproducibility? Gage R&R K1 Value The asq green belt bok describes the following requirements for gage r&r under measurement system analysis. Emp (evaluating the measurement process) all. In the second edition, the general expression to compute the k values is: This tool measures the amount of variation in the. Gage repeatability and reproducibility (gage r&r) is defined as the method to find how much of. Gage R&R K1 Value.
From www.xr-industrial.com
GAGE R&R Datos Variables Gage R&R K1 Value K* = 5.15 / d2*. You can analyze the gage r&r study using one of the following analysis techniques: Gage repeatability and reproducibility (gage r&r) is defined as the method to find how much of the process variation is due to the measurement equipment and measurement. This tool measures the amount of variation in the. The asq green belt bok. Gage R&R K1 Value.
From www.youtube.com
MSA Continuous Data Gauge R&R YouTube Gage R&R K1 Value K1 is the constant in relation to the number of trials in the study. Emp (evaluating the measurement process) all. Gage repeatability and reproducibility (gage r&r) is defined as the method to find how much of the process variation is due to the measurement equipment and measurement. You can analyze the gage r&r study using one of the following analysis. Gage R&R K1 Value.
From real-statistics.com
Gage R&R Analysis Real Statistics Using Excel Gage R&R K1 Value K1 is the constant in relation to the number of trials in the study. What method do you use? The value 5.15 corresponds to 99% of the area under a normal distribution curve. Gage repeatability and reproducibility (gage r&r) is defined as the method to find how much of the process variation is due to the measurement equipment and measurement.. Gage R&R K1 Value.
From econoshift.com
Gage R&R the Easiest Gage R&R Template to Use in the World! 【Excel Gage R&R K1 Value K1 is the constant in relation to the number of trials in the study. Emp (evaluating the measurement process) all. The asq green belt bok describes the following requirements for gage r&r under measurement system analysis. You can analyze the gage r&r study using one of the following analysis techniques: You can take the examples given in the msa manual.. Gage R&R K1 Value.
From slideplayer.com
Gage R&R. ppt download Gage R&R K1 Value You can analyze the gage r&r study using one of the following analysis techniques: What method do you use? The asq green belt bok describes the following requirements for gage r&r under measurement system analysis. By the third edition k1 = 0.8862 and 0.5908 for m=2 or 3 replicate values and k2 = 0.7071 and 0.5231 for 2 or 3. Gage R&R K1 Value.
From www.exemplede.fr
exemple de gage r&r Gage R&R K1 Value Emp (evaluating the measurement process) all. This tool measures the amount of variation in the. K1 is the constant in relation to the number of trials in the study. What method do you use? In the second edition, the general expression to compute the k values is: The asq green belt bok describes the following requirements for gage r&r under. Gage R&R K1 Value.
From hsc251.com
33. Excel Gage R&R X Bar Setup Colin Chen Gage R&R K1 Value K1 is the constant in relation to the number of trials in the study. You can take the examples given in the msa manual. By the third edition k1 = 0.8862 and 0.5908 for m=2 or 3 replicate values and k2 = 0.7071 and 0.5231 for 2 or 3 operators. In the second edition, the general expression to compute the. Gage R&R K1 Value.
From vancouverwool.web.fc2.com
Anova Gage R And R Gage R&R K1 Value In the second edition, the general expression to compute the k values is: K1 is the constant in relation to the number of trials in the study. You can take the examples given in the msa manual. The 2nd edition directly calculated the value of the full spread of grr error, which was 5.15* grr_standard_deviation. You can analyze the gage. Gage R&R K1 Value.
From slideplayer.com
Gage R&R. ppt download Gage R&R K1 Value Emp (evaluating the measurement process) all. In this newsletter we will take a look at the statistical tool called gage repeatability and reproducibility or gage r&r for short. K1 is the constant in relation to the number of trials in the study. The 2nd edition directly calculated the value of the full spread of grr error, which was 5.15* grr_standard_deviation.. Gage R&R K1 Value.
From www.academia.edu
(PDF) Measurement System Scrutiny using Gage R&R Case Study shubham Gage R&R K1 Value The asq green belt bok describes the following requirements for gage r&r under measurement system analysis. By the third edition k1 = 0.8862 and 0.5908 for m=2 or 3 replicate values and k2 = 0.7071 and 0.5231 for 2 or 3 operators. The 2nd edition directly calculated the value of the full spread of grr error, which was 5.15* grr_standard_deviation.. Gage R&R K1 Value.
From www.es-tek.it
Gage R&R GUIDA INTRODUTTIVA parte 1 ESTek Srl Gage R&R K1 Value The asq green belt bok describes the following requirements for gage r&r under measurement system analysis. The 2nd edition directly calculated the value of the full spread of grr error, which was 5.15* grr_standard_deviation. K* = 5.15 / d2*. By the third edition k1 = 0.8862 and 0.5908 for m=2 or 3 replicate values and k2 = 0.7071 and 0.5231. Gage R&R K1 Value.
From www.pinterest.co.kr
Mastering Measurement System Analysis for Accurate Results Gage R&R K1 Value In the second edition, the general expression to compute the k values is: The 2nd edition directly calculated the value of the full spread of grr error, which was 5.15* grr_standard_deviation. You can analyze the gage r&r study using one of the following analysis techniques: In this newsletter we will take a look at the statistical tool called gage repeatability. Gage R&R K1 Value.
From www.qimacros.com
Gage R&R Template in Excel Compatible with AIAG MSA 4th Ed Gage R&R K1 Value In this newsletter we will take a look at the statistical tool called gage repeatability and reproducibility or gage r&r for short. The asq green belt bok describes the following requirements for gage r&r under measurement system analysis. K* = 5.15 / d2*. The value 5.15 corresponds to 99% of the area under a normal distribution curve. I am attaching. Gage R&R K1 Value.