Blind Tapped Hole Thread Depth . Thread milling is more reliable than manual tapping, but for the best results thread depth is regulated to about 2.5 times the thread diameter (refer to maximum depth in the table. The fact is the volume, stiffness and tenacity of the cut thread wire that is being forced into the hole; Drawing of blind holes including callout symbol for tapped holes. The minimum full thread tapping depth (h) for through and blind holes is equal to the insert nominal length (ln) plus one thread pitch. I knew it had to stop short of the bottom of the hole, but it turns out there are detailed calculations you can make to determine exactly how much clearance to leave. In this case h =.500 +.050 = 0.550. One of those most important is to mind the depth on blind holes. It is crucial to drill the proper depth to give the tap enough space to cut or machine the needed number of threads when drilling blind. The notation “m20 x 2.5” indicates the size of the fastener. I never thought real hard about exactly how deep the tap can go for a blind hole.
from www.innova-systems.co.uk
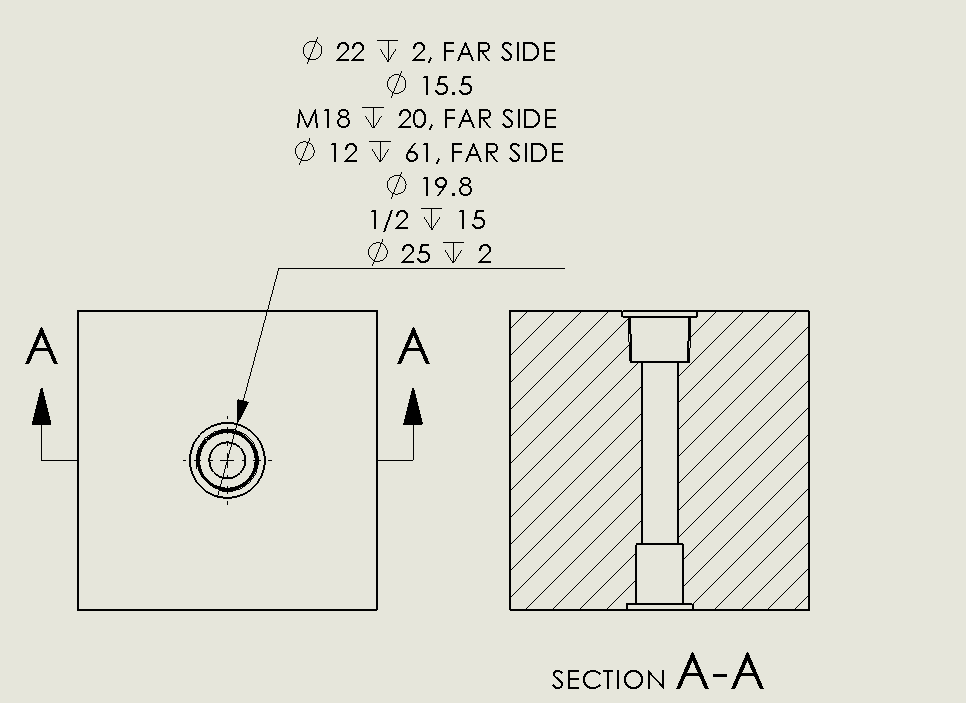
The minimum full thread tapping depth (h) for through and blind holes is equal to the insert nominal length (ln) plus one thread pitch. The fact is the volume, stiffness and tenacity of the cut thread wire that is being forced into the hole; Drawing of blind holes including callout symbol for tapped holes. I never thought real hard about exactly how deep the tap can go for a blind hole. Thread milling is more reliable than manual tapping, but for the best results thread depth is regulated to about 2.5 times the thread diameter (refer to maximum depth in the table. In this case h =.500 +.050 = 0.550. It is crucial to drill the proper depth to give the tap enough space to cut or machine the needed number of threads when drilling blind. I knew it had to stop short of the bottom of the hole, but it turns out there are detailed calculations you can make to determine exactly how much clearance to leave. The notation “m20 x 2.5” indicates the size of the fastener. One of those most important is to mind the depth on blind holes.
SOLIDWORKS 2018 Advanced Hole & Callout Tutorial Innova Systems
Blind Tapped Hole Thread Depth The fact is the volume, stiffness and tenacity of the cut thread wire that is being forced into the hole; The notation “m20 x 2.5” indicates the size of the fastener. One of those most important is to mind the depth on blind holes. In this case h =.500 +.050 = 0.550. Thread milling is more reliable than manual tapping, but for the best results thread depth is regulated to about 2.5 times the thread diameter (refer to maximum depth in the table. I knew it had to stop short of the bottom of the hole, but it turns out there are detailed calculations you can make to determine exactly how much clearance to leave. The minimum full thread tapping depth (h) for through and blind holes is equal to the insert nominal length (ln) plus one thread pitch. I never thought real hard about exactly how deep the tap can go for a blind hole. Drawing of blind holes including callout symbol for tapped holes. The fact is the volume, stiffness and tenacity of the cut thread wire that is being forced into the hole; It is crucial to drill the proper depth to give the tap enough space to cut or machine the needed number of threads when drilling blind.
From brazilmetalparts.com
Threading Standard Holes Blind Tapped Hole Thread Depth I never thought real hard about exactly how deep the tap can go for a blind hole. It is crucial to drill the proper depth to give the tap enough space to cut or machine the needed number of threads when drilling blind. I knew it had to stop short of the bottom of the hole, but it turns out. Blind Tapped Hole Thread Depth.
From www.nord-lock.com
How Much Thread Engagement Is Needed in a Tapped Hole? NordLock Group Blind Tapped Hole Thread Depth I knew it had to stop short of the bottom of the hole, but it turns out there are detailed calculations you can make to determine exactly how much clearance to leave. The notation “m20 x 2.5” indicates the size of the fastener. Thread milling is more reliable than manual tapping, but for the best results thread depth is regulated. Blind Tapped Hole Thread Depth.
From www.xometry.com
7 Tips to Help You Design for CNC Machining Xometry Blind Tapped Hole Thread Depth In this case h =.500 +.050 = 0.550. The fact is the volume, stiffness and tenacity of the cut thread wire that is being forced into the hole; The notation “m20 x 2.5” indicates the size of the fastener. I never thought real hard about exactly how deep the tap can go for a blind hole. I knew it had. Blind Tapped Hole Thread Depth.
From www.slideshare.net
Engineering Drawing Chapter 11 thread fastener Blind Tapped Hole Thread Depth I knew it had to stop short of the bottom of the hole, but it turns out there are detailed calculations you can make to determine exactly how much clearance to leave. The minimum full thread tapping depth (h) for through and blind holes is equal to the insert nominal length (ln) plus one thread pitch. In this case h. Blind Tapped Hole Thread Depth.
From www.vrogue.co
Dimensioning Hole Patterns vrogue.co Blind Tapped Hole Thread Depth I never thought real hard about exactly how deep the tap can go for a blind hole. Thread milling is more reliable than manual tapping, but for the best results thread depth is regulated to about 2.5 times the thread diameter (refer to maximum depth in the table. The fact is the volume, stiffness and tenacity of the cut thread. Blind Tapped Hole Thread Depth.
From adkinsfricaunt.blogspot.com
How to Draw Threaded Hole in Autocad 2d Adkins Fricaunt Blind Tapped Hole Thread Depth I never thought real hard about exactly how deep the tap can go for a blind hole. I knew it had to stop short of the bottom of the hole, but it turns out there are detailed calculations you can make to determine exactly how much clearance to leave. Drawing of blind holes including callout symbol for tapped holes. In. Blind Tapped Hole Thread Depth.
From threadingtoolsguide.com
Difference between through hole and blind hole on threadingtools giude Blind Tapped Hole Thread Depth In this case h =.500 +.050 = 0.550. Drawing of blind holes including callout symbol for tapped holes. The minimum full thread tapping depth (h) for through and blind holes is equal to the insert nominal length (ln) plus one thread pitch. Thread milling is more reliable than manual tapping, but for the best results thread depth is regulated to. Blind Tapped Hole Thread Depth.
From www.youtube.com
Blind Hole Thread repair How to install a Helicoil thread insert Blind Tapped Hole Thread Depth Drawing of blind holes including callout symbol for tapped holes. The fact is the volume, stiffness and tenacity of the cut thread wire that is being forced into the hole; I never thought real hard about exactly how deep the tap can go for a blind hole. The minimum full thread tapping depth (h) for through and blind holes is. Blind Tapped Hole Thread Depth.
From www.tuofa-cncmachining.com
Tapped Hole vs Threaded Hole in CNC Machining Service Blind Tapped Hole Thread Depth In this case h =.500 +.050 = 0.550. Thread milling is more reliable than manual tapping, but for the best results thread depth is regulated to about 2.5 times the thread diameter (refer to maximum depth in the table. It is crucial to drill the proper depth to give the tap enough space to cut or machine the needed number. Blind Tapped Hole Thread Depth.
From www.slideserve.com
PPT Engineering Graphics PowerPoint Presentation ID7068169 Blind Tapped Hole Thread Depth In this case h =.500 +.050 = 0.550. Thread milling is more reliable than manual tapping, but for the best results thread depth is regulated to about 2.5 times the thread diameter (refer to maximum depth in the table. The minimum full thread tapping depth (h) for through and blind holes is equal to the insert nominal length (ln) plus. Blind Tapped Hole Thread Depth.
From blindza.blogspot.com
Blind Tapped Hole Dimensioning BLINDZA Blind Tapped Hole Thread Depth Thread milling is more reliable than manual tapping, but for the best results thread depth is regulated to about 2.5 times the thread diameter (refer to maximum depth in the table. The minimum full thread tapping depth (h) for through and blind holes is equal to the insert nominal length (ln) plus one thread pitch. I knew it had to. Blind Tapped Hole Thread Depth.
From caetool.com
Minimum thread engagement depth CAE tool Blind Tapped Hole Thread Depth In this case h =.500 +.050 = 0.550. The notation “m20 x 2.5” indicates the size of the fastener. One of those most important is to mind the depth on blind holes. It is crucial to drill the proper depth to give the tap enough space to cut or machine the needed number of threads when drilling blind. Thread milling. Blind Tapped Hole Thread Depth.
From www.slideserve.com
PPT Chapter 10 cont. PowerPoint Presentation, free download ID1984589 Blind Tapped Hole Thread Depth One of those most important is to mind the depth on blind holes. The minimum full thread tapping depth (h) for through and blind holes is equal to the insert nominal length (ln) plus one thread pitch. I never thought real hard about exactly how deep the tap can go for a blind hole. Drawing of blind holes including callout. Blind Tapped Hole Thread Depth.
From www.slideshare.net
SolidWorks Advanced Customization Techniques Blind Tapped Hole Thread Depth Thread milling is more reliable than manual tapping, but for the best results thread depth is regulated to about 2.5 times the thread diameter (refer to maximum depth in the table. It is crucial to drill the proper depth to give the tap enough space to cut or machine the needed number of threads when drilling blind. The minimum full. Blind Tapped Hole Thread Depth.
From www.youtube.com
VersaDrive® Clutched Tapping System for Blind Hole Threading YouTube Blind Tapped Hole Thread Depth The minimum full thread tapping depth (h) for through and blind holes is equal to the insert nominal length (ln) plus one thread pitch. The fact is the volume, stiffness and tenacity of the cut thread wire that is being forced into the hole; I never thought real hard about exactly how deep the tap can go for a blind. Blind Tapped Hole Thread Depth.
From waykenrm.com
Make Threaded Holes Considerations For Tapped A Hole WayKen Blind Tapped Hole Thread Depth I knew it had to stop short of the bottom of the hole, but it turns out there are detailed calculations you can make to determine exactly how much clearance to leave. Drawing of blind holes including callout symbol for tapped holes. One of those most important is to mind the depth on blind holes. In this case h =.500. Blind Tapped Hole Thread Depth.
From www.slideshare.net
Engineering Drawing Chapter 11 thread fastener Blind Tapped Hole Thread Depth One of those most important is to mind the depth on blind holes. The fact is the volume, stiffness and tenacity of the cut thread wire that is being forced into the hole; Drawing of blind holes including callout symbol for tapped holes. In this case h =.500 +.050 = 0.550. It is crucial to drill the proper depth to. Blind Tapped Hole Thread Depth.
From www.innova-systems.co.uk
SOLIDWORKS 2018 Advanced Hole & Callout Tutorial Innova Systems Blind Tapped Hole Thread Depth Thread milling is more reliable than manual tapping, but for the best results thread depth is regulated to about 2.5 times the thread diameter (refer to maximum depth in the table. The fact is the volume, stiffness and tenacity of the cut thread wire that is being forced into the hole; I knew it had to stop short of the. Blind Tapped Hole Thread Depth.
From www.yamawa.eu
Cored holes Direct tapping with no tool breakage Yamawa Blind Tapped Hole Thread Depth The fact is the volume, stiffness and tenacity of the cut thread wire that is being forced into the hole; The minimum full thread tapping depth (h) for through and blind holes is equal to the insert nominal length (ln) plus one thread pitch. The notation “m20 x 2.5” indicates the size of the fastener. Drawing of blind holes including. Blind Tapped Hole Thread Depth.
From www.slideserve.com
PPT Tapping & Threading PowerPoint Presentation ID2443922 Blind Tapped Hole Thread Depth I knew it had to stop short of the bottom of the hole, but it turns out there are detailed calculations you can make to determine exactly how much clearance to leave. The fact is the volume, stiffness and tenacity of the cut thread wire that is being forced into the hole; The notation “m20 x 2.5” indicates the size. Blind Tapped Hole Thread Depth.
From www.youtube.com
Fastener PowerPoint Video YouTube Blind Tapped Hole Thread Depth The fact is the volume, stiffness and tenacity of the cut thread wire that is being forced into the hole; It is crucial to drill the proper depth to give the tap enough space to cut or machine the needed number of threads when drilling blind. Thread milling is more reliable than manual tapping, but for the best results thread. Blind Tapped Hole Thread Depth.
From www.slideserve.com
PPT Threads, Fasteners, and Springs PowerPoint Presentation ID545265 Blind Tapped Hole Thread Depth The fact is the volume, stiffness and tenacity of the cut thread wire that is being forced into the hole; It is crucial to drill the proper depth to give the tap enough space to cut or machine the needed number of threads when drilling blind. Drawing of blind holes including callout symbol for tapped holes. One of those most. Blind Tapped Hole Thread Depth.
From www.xometry.com
What Are Blind Holes in Engineering and Machining? Xometry Blind Tapped Hole Thread Depth The minimum full thread tapping depth (h) for through and blind holes is equal to the insert nominal length (ln) plus one thread pitch. I never thought real hard about exactly how deep the tap can go for a blind hole. It is crucial to drill the proper depth to give the tap enough space to cut or machine the. Blind Tapped Hole Thread Depth.
From chinesefittings.en.made-in-china.com
ASME A105 Drilled Tapped 1/2" NPT Thread Centre Hole Blind Flange 1 Blind Tapped Hole Thread Depth The minimum full thread tapping depth (h) for through and blind holes is equal to the insert nominal length (ln) plus one thread pitch. The notation “m20 x 2.5” indicates the size of the fastener. I knew it had to stop short of the bottom of the hole, but it turns out there are detailed calculations you can make to. Blind Tapped Hole Thread Depth.
From www.cnccookbook.com
Blind Hole Tapping Secrets [ Stop Breaking Taps! ] Blind Tapped Hole Thread Depth The minimum full thread tapping depth (h) for through and blind holes is equal to the insert nominal length (ln) plus one thread pitch. Drawing of blind holes including callout symbol for tapped holes. One of those most important is to mind the depth on blind holes. I knew it had to stop short of the bottom of the hole,. Blind Tapped Hole Thread Depth.
From www.protolabs.com
Threading Key Inserts Blind Tapped Hole Thread Depth One of those most important is to mind the depth on blind holes. I knew it had to stop short of the bottom of the hole, but it turns out there are detailed calculations you can make to determine exactly how much clearance to leave. In this case h =.500 +.050 = 0.550. The fact is the volume, stiffness and. Blind Tapped Hole Thread Depth.
From www.slideserve.com
PPT Holes PowerPoint Presentation ID2107959 Blind Tapped Hole Thread Depth It is crucial to drill the proper depth to give the tap enough space to cut or machine the needed number of threads when drilling blind. Thread milling is more reliable than manual tapping, but for the best results thread depth is regulated to about 2.5 times the thread diameter (refer to maximum depth in the table. I knew it. Blind Tapped Hole Thread Depth.
From cad.onshape.com
Hole/Thread Callout Blind Tapped Hole Thread Depth The fact is the volume, stiffness and tenacity of the cut thread wire that is being forced into the hole; I knew it had to stop short of the bottom of the hole, but it turns out there are detailed calculations you can make to determine exactly how much clearance to leave. Drawing of blind holes including callout symbol for. Blind Tapped Hole Thread Depth.
From community.ptc.com
Solved How to calculate the depth of hole thread if it is... PTC Blind Tapped Hole Thread Depth I never thought real hard about exactly how deep the tap can go for a blind hole. The fact is the volume, stiffness and tenacity of the cut thread wire that is being forced into the hole; It is crucial to drill the proper depth to give the tap enough space to cut or machine the needed number of threads. Blind Tapped Hole Thread Depth.
From www.cutwel.co.uk
How to select the correct tap for your job Cutwel Ltd Blind Tapped Hole Thread Depth I knew it had to stop short of the bottom of the hole, but it turns out there are detailed calculations you can make to determine exactly how much clearance to leave. One of those most important is to mind the depth on blind holes. In this case h =.500 +.050 = 0.550. I never thought real hard about exactly. Blind Tapped Hole Thread Depth.
From www.ebay.co.uk
M1.4 M16 Metric HSS Right Hand Thread Blind Hole Machine Tap Select Blind Tapped Hole Thread Depth One of those most important is to mind the depth on blind holes. The fact is the volume, stiffness and tenacity of the cut thread wire that is being forced into the hole; I knew it had to stop short of the bottom of the hole, but it turns out there are detailed calculations you can make to determine exactly. Blind Tapped Hole Thread Depth.
From www.scribd.com
Threaded Blind Hole Depths PDF Blind Tapped Hole Thread Depth I knew it had to stop short of the bottom of the hole, but it turns out there are detailed calculations you can make to determine exactly how much clearance to leave. The minimum full thread tapping depth (h) for through and blind holes is equal to the insert nominal length (ln) plus one thread pitch. Thread milling is more. Blind Tapped Hole Thread Depth.
From www.3erp.com
A guide to thread types Blind Tapped Hole Thread Depth Thread milling is more reliable than manual tapping, but for the best results thread depth is regulated to about 2.5 times the thread diameter (refer to maximum depth in the table. The fact is the volume, stiffness and tenacity of the cut thread wire that is being forced into the hole; It is crucial to drill the proper depth to. Blind Tapped Hole Thread Depth.
From engineersbible.com
Types of Holes The Complete Guide The Engineer's Bible Blind Tapped Hole Thread Depth The minimum full thread tapping depth (h) for through and blind holes is equal to the insert nominal length (ln) plus one thread pitch. In this case h =.500 +.050 = 0.550. I knew it had to stop short of the bottom of the hole, but it turns out there are detailed calculations you can make to determine exactly how. Blind Tapped Hole Thread Depth.
From www.reddit.com
How to add thread depth to blind thread annotation in drawing? r Blind Tapped Hole Thread Depth The minimum full thread tapping depth (h) for through and blind holes is equal to the insert nominal length (ln) plus one thread pitch. The fact is the volume, stiffness and tenacity of the cut thread wire that is being forced into the hole; One of those most important is to mind the depth on blind holes. In this case. Blind Tapped Hole Thread Depth.