Sheet Metal Inside Bend Radius . In steel between 0.5 and 0.8 in. Thick, grade 350 and 400 may have a minimum bend radius of 2.5 times the material thickness when transverse bending, while longitudinal bending may require a minimum bend radius that’s 3.75 times the material thickness (see figure 1). For example, if the thickness of. It is most economical to use a single bend radius throughout the design, but if necessary, you can utilize. A typical recommendation is 1t for all sheet metal parts, which means the smallest bend radius should be at least equal to the sheet thickness. Bend allowance (ba) ba = [(0.017453 × inside radius) + (0.0078 × material thickness)] × bend angle, which is always complementary. Bend radii & minimum bend sizes. In bottoming or coining, use the punch nose radius as the inside bend radius in your bend deduction calculations. The difference between the initial length of the sheet metal and the length along the neutral axis after bending. It is particularly useful for accurately predicting the inside radius of a. But if you are air forming, the inside bend radius is produced as a.
from www.thefabricator.com
Bend allowance (ba) ba = [(0.017453 × inside radius) + (0.0078 × material thickness)] × bend angle, which is always complementary. In steel between 0.5 and 0.8 in. Bend radii & minimum bend sizes. A typical recommendation is 1t for all sheet metal parts, which means the smallest bend radius should be at least equal to the sheet thickness. But if you are air forming, the inside bend radius is produced as a. In bottoming or coining, use the punch nose radius as the inside bend radius in your bend deduction calculations. The difference between the initial length of the sheet metal and the length along the neutral axis after bending. Thick, grade 350 and 400 may have a minimum bend radius of 2.5 times the material thickness when transverse bending, while longitudinal bending may require a minimum bend radius that’s 3.75 times the material thickness (see figure 1). It is particularly useful for accurately predicting the inside radius of a. It is most economical to use a single bend radius throughout the design, but if necessary, you can utilize.
Predicting an airformed sheet metal inside bend radius
Sheet Metal Inside Bend Radius For example, if the thickness of. In bottoming or coining, use the punch nose radius as the inside bend radius in your bend deduction calculations. In steel between 0.5 and 0.8 in. Bend allowance (ba) ba = [(0.017453 × inside radius) + (0.0078 × material thickness)] × bend angle, which is always complementary. Bend radii & minimum bend sizes. A typical recommendation is 1t for all sheet metal parts, which means the smallest bend radius should be at least equal to the sheet thickness. For example, if the thickness of. It is particularly useful for accurately predicting the inside radius of a. But if you are air forming, the inside bend radius is produced as a. Thick, grade 350 and 400 may have a minimum bend radius of 2.5 times the material thickness when transverse bending, while longitudinal bending may require a minimum bend radius that’s 3.75 times the material thickness (see figure 1). It is most economical to use a single bend radius throughout the design, but if necessary, you can utilize. The difference between the initial length of the sheet metal and the length along the neutral axis after bending.
From mavink.com
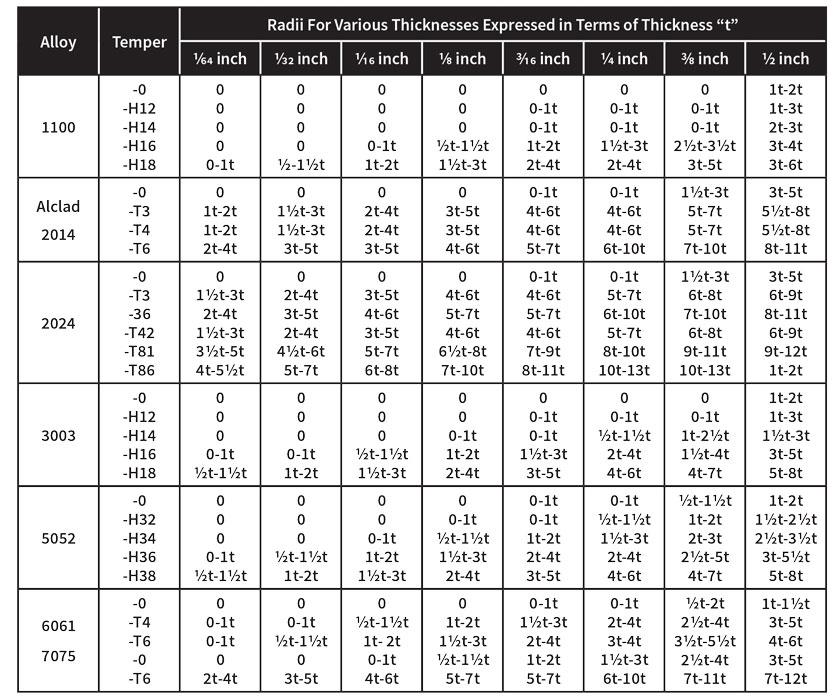
Steel Bend Radius Chart Sheet Metal Inside Bend Radius The difference between the initial length of the sheet metal and the length along the neutral axis after bending. In steel between 0.5 and 0.8 in. Thick, grade 350 and 400 may have a minimum bend radius of 2.5 times the material thickness when transverse bending, while longitudinal bending may require a minimum bend radius that’s 3.75 times the material. Sheet Metal Inside Bend Radius.
From www.thefabricator.com
Analyzing the kfactor in sheet metal bending Sheet Metal Inside Bend Radius Bend radii & minimum bend sizes. The difference between the initial length of the sheet metal and the length along the neutral axis after bending. Thick, grade 350 and 400 may have a minimum bend radius of 2.5 times the material thickness when transverse bending, while longitudinal bending may require a minimum bend radius that’s 3.75 times the material thickness. Sheet Metal Inside Bend Radius.
From www.javelin-tech.com
Calculating Bend Allowance, Bend Deduction, and KFactor Sheet Metal Inside Bend Radius Bend allowance (ba) ba = [(0.017453 × inside radius) + (0.0078 × material thickness)] × bend angle, which is always complementary. It is particularly useful for accurately predicting the inside radius of a. For example, if the thickness of. It is most economical to use a single bend radius throughout the design, but if necessary, you can utilize. In bottoming. Sheet Metal Inside Bend Radius.
From www.approvedsheetmetal.com
Sheet Metal Bend Radius Best Practices (Updated for 2024) ASM Sheet Metal Inside Bend Radius In bottoming or coining, use the punch nose radius as the inside bend radius in your bend deduction calculations. For example, if the thickness of. It is particularly useful for accurately predicting the inside radius of a. It is most economical to use a single bend radius throughout the design, but if necessary, you can utilize. In steel between 0.5. Sheet Metal Inside Bend Radius.
From www.tthk.ee
4. Bending process execution in a robotbending cell Inlearc Sheet Metal Inside Bend Radius Bend allowance (ba) ba = [(0.017453 × inside radius) + (0.0078 × material thickness)] × bend angle, which is always complementary. A typical recommendation is 1t for all sheet metal parts, which means the smallest bend radius should be at least equal to the sheet thickness. It is particularly useful for accurately predicting the inside radius of a. In steel. Sheet Metal Inside Bend Radius.
From id.pinterest.com
Engineering First Principles (engineering_first_principles) en Sheet Metal Inside Bend Radius It is particularly useful for accurately predicting the inside radius of a. It is most economical to use a single bend radius throughout the design, but if necessary, you can utilize. A typical recommendation is 1t for all sheet metal parts, which means the smallest bend radius should be at least equal to the sheet thickness. For example, if the. Sheet Metal Inside Bend Radius.
From eziil.com
Sheet Metal Bend Radius Full Guide Chart Sheet Metal Inside Bend Radius Bend allowance (ba) ba = [(0.017453 × inside radius) + (0.0078 × material thickness)] × bend angle, which is always complementary. In bottoming or coining, use the punch nose radius as the inside bend radius in your bend deduction calculations. It is most economical to use a single bend radius throughout the design, but if necessary, you can utilize. Bend. Sheet Metal Inside Bend Radius.
From www.youtube.com
Sheet metal Bend Radius YouTube Sheet Metal Inside Bend Radius Thick, grade 350 and 400 may have a minimum bend radius of 2.5 times the material thickness when transverse bending, while longitudinal bending may require a minimum bend radius that’s 3.75 times the material thickness (see figure 1). Bend allowance (ba) ba = [(0.017453 × inside radius) + (0.0078 × material thickness)] × bend angle, which is always complementary. But. Sheet Metal Inside Bend Radius.
From www.youtube.com
Making a Radius Bending Fixture for Sheetmetal YouTube Sheet Metal Inside Bend Radius It is particularly useful for accurately predicting the inside radius of a. A typical recommendation is 1t for all sheet metal parts, which means the smallest bend radius should be at least equal to the sheet thickness. Bend allowance (ba) ba = [(0.017453 × inside radius) + (0.0078 × material thickness)] × bend angle, which is always complementary. It is. Sheet Metal Inside Bend Radius.
From aaronconnolly.z19.web.core.windows.net
Aluminum Sheet Metal Bend Radius Sheet Metal Inside Bend Radius But if you are air forming, the inside bend radius is produced as a. The difference between the initial length of the sheet metal and the length along the neutral axis after bending. For example, if the thickness of. It is most economical to use a single bend radius throughout the design, but if necessary, you can utilize. Bend radii. Sheet Metal Inside Bend Radius.
From www.javelin-tech.com
Learn Sheet Metal Design Terminology including Bend Deduction Sheet Metal Inside Bend Radius In bottoming or coining, use the punch nose radius as the inside bend radius in your bend deduction calculations. Bend allowance (ba) ba = [(0.017453 × inside radius) + (0.0078 × material thickness)] × bend angle, which is always complementary. In steel between 0.5 and 0.8 in. Bend radii & minimum bend sizes. It is particularly useful for accurately predicting. Sheet Metal Inside Bend Radius.
From www.smlease.com
Sheet Metal Design Guidelines How to Design Good Sheet Metal Parts Sheet Metal Inside Bend Radius It is particularly useful for accurately predicting the inside radius of a. Bend radii & minimum bend sizes. A typical recommendation is 1t for all sheet metal parts, which means the smallest bend radius should be at least equal to the sheet thickness. The difference between the initial length of the sheet metal and the length along the neutral axis. Sheet Metal Inside Bend Radius.
From www.thefabricator.com
Predicting an airformed sheet metal inside bend radius Sheet Metal Inside Bend Radius In bottoming or coining, use the punch nose radius as the inside bend radius in your bend deduction calculations. It is particularly useful for accurately predicting the inside radius of a. A typical recommendation is 1t for all sheet metal parts, which means the smallest bend radius should be at least equal to the sheet thickness. For example, if the. Sheet Metal Inside Bend Radius.
From www.mech4study.com
Different Sheet Metal Bending Process mech4study Sheet Metal Inside Bend Radius In bottoming or coining, use the punch nose radius as the inside bend radius in your bend deduction calculations. Bend allowance (ba) ba = [(0.017453 × inside radius) + (0.0078 × material thickness)] × bend angle, which is always complementary. It is particularly useful for accurately predicting the inside radius of a. But if you are air forming, the inside. Sheet Metal Inside Bend Radius.
From eziil.com
Sheet Metal Bend Radius Full Guide Chart Sheet Metal Inside Bend Radius Bend allowance (ba) ba = [(0.017453 × inside radius) + (0.0078 × material thickness)] × bend angle, which is always complementary. But if you are air forming, the inside bend radius is produced as a. For example, if the thickness of. It is particularly useful for accurately predicting the inside radius of a. Thick, grade 350 and 400 may have. Sheet Metal Inside Bend Radius.
From www.thefabricator.com
What to know about sheet metal bend radius and minimum flange Sheet Metal Inside Bend Radius Bend allowance (ba) ba = [(0.017453 × inside radius) + (0.0078 × material thickness)] × bend angle, which is always complementary. The difference between the initial length of the sheet metal and the length along the neutral axis after bending. Thick, grade 350 and 400 may have a minimum bend radius of 2.5 times the material thickness when transverse bending,. Sheet Metal Inside Bend Radius.
From www.thefabricator.com
Have problems calculating the flat in sheet metal bending? Sheet Metal Inside Bend Radius Thick, grade 350 and 400 may have a minimum bend radius of 2.5 times the material thickness when transverse bending, while longitudinal bending may require a minimum bend radius that’s 3.75 times the material thickness (see figure 1). In steel between 0.5 and 0.8 in. But if you are air forming, the inside bend radius is produced as a. Bend. Sheet Metal Inside Bend Radius.
From www.youtube.com
Common sheet metal design Basic rules or guidelines Minimum Bend Sheet Metal Inside Bend Radius For example, if the thickness of. A typical recommendation is 1t for all sheet metal parts, which means the smallest bend radius should be at least equal to the sheet thickness. Bend radii & minimum bend sizes. In steel between 0.5 and 0.8 in. In bottoming or coining, use the punch nose radius as the inside bend radius in your. Sheet Metal Inside Bend Radius.
From www.researchgate.net
The sheet metal stretchbending with bending radius R die (a) the Sheet Metal Inside Bend Radius Bend allowance (ba) ba = [(0.017453 × inside radius) + (0.0078 × material thickness)] × bend angle, which is always complementary. It is particularly useful for accurately predicting the inside radius of a. The difference between the initial length of the sheet metal and the length along the neutral axis after bending. Bend radii & minimum bend sizes. In steel. Sheet Metal Inside Bend Radius.
From toolnotes.com
Bend Allowance ToolNotes Sheet Metal Inside Bend Radius Thick, grade 350 and 400 may have a minimum bend radius of 2.5 times the material thickness when transverse bending, while longitudinal bending may require a minimum bend radius that’s 3.75 times the material thickness (see figure 1). In steel between 0.5 and 0.8 in. Bend radii & minimum bend sizes. It is most economical to use a single bend. Sheet Metal Inside Bend Radius.
From www.chegg.com
Consider the chart “Minimum Bend Radius for Maximum Sheet Metal Inside Bend Radius But if you are air forming, the inside bend radius is produced as a. The difference between the initial length of the sheet metal and the length along the neutral axis after bending. In steel between 0.5 and 0.8 in. For example, if the thickness of. Bend allowance (ba) ba = [(0.017453 × inside radius) + (0.0078 × material thickness)]. Sheet Metal Inside Bend Radius.
From mungfali.com
Sheet Metal Bend Radius Sheet Metal Inside Bend Radius But if you are air forming, the inside bend radius is produced as a. In steel between 0.5 and 0.8 in. Bend allowance (ba) ba = [(0.017453 × inside radius) + (0.0078 × material thickness)] × bend angle, which is always complementary. A typical recommendation is 1t for all sheet metal parts, which means the smallest bend radius should be. Sheet Metal Inside Bend Radius.
From xometry.eu
Minimum Bend Radius Reference Table For Sheet Metal Xometry Europe Sheet Metal Inside Bend Radius Bend radii & minimum bend sizes. In bottoming or coining, use the punch nose radius as the inside bend radius in your bend deduction calculations. The difference between the initial length of the sheet metal and the length along the neutral axis after bending. For example, if the thickness of. But if you are air forming, the inside bend radius. Sheet Metal Inside Bend Radius.
From www.youtube.com
SolidWorks Tutorial Sheet Metal Part Design Bend Allowance YouTube Sheet Metal Inside Bend Radius The difference between the initial length of the sheet metal and the length along the neutral axis after bending. Bend radii & minimum bend sizes. A typical recommendation is 1t for all sheet metal parts, which means the smallest bend radius should be at least equal to the sheet thickness. But if you are air forming, the inside bend radius. Sheet Metal Inside Bend Radius.
From www.machinemfg.com
How to determine the bending radius of sheet metal? MachineMfg Sheet Metal Inside Bend Radius A typical recommendation is 1t for all sheet metal parts, which means the smallest bend radius should be at least equal to the sheet thickness. In steel between 0.5 and 0.8 in. But if you are air forming, the inside bend radius is produced as a. Bend radii & minimum bend sizes. In bottoming or coining, use the punch nose. Sheet Metal Inside Bend Radius.
From eziil.com
Sheet Metal Bend Radius Full Guide Chart Sheet Metal Inside Bend Radius It is particularly useful for accurately predicting the inside radius of a. Bend allowance (ba) ba = [(0.017453 × inside radius) + (0.0078 × material thickness)] × bend angle, which is always complementary. In steel between 0.5 and 0.8 in. Bend radii & minimum bend sizes. A typical recommendation is 1t for all sheet metal parts, which means the smallest. Sheet Metal Inside Bend Radius.
From exoyusuhu.blob.core.windows.net
What Is Bend Radius Sheet Metal at Richard Fleetwood blog Sheet Metal Inside Bend Radius A typical recommendation is 1t for all sheet metal parts, which means the smallest bend radius should be at least equal to the sheet thickness. In bottoming or coining, use the punch nose radius as the inside bend radius in your bend deduction calculations. In steel between 0.5 and 0.8 in. Bend radii & minimum bend sizes. Thick, grade 350. Sheet Metal Inside Bend Radius.
From materialschoollavonne.z21.web.core.windows.net
Bend Radius Chart Sheet Metal Sheet Metal Inside Bend Radius In bottoming or coining, use the punch nose radius as the inside bend radius in your bend deduction calculations. It is most economical to use a single bend radius throughout the design, but if necessary, you can utilize. It is particularly useful for accurately predicting the inside radius of a. For example, if the thickness of. Thick, grade 350 and. Sheet Metal Inside Bend Radius.
From www.merchantsfabrication.com
Understanding Bend Tests & Radius Merchants Fabrication, Inc Sheet Metal Inside Bend Radius It is particularly useful for accurately predicting the inside radius of a. Bend allowance (ba) ba = [(0.017453 × inside radius) + (0.0078 × material thickness)] × bend angle, which is always complementary. The difference between the initial length of the sheet metal and the length along the neutral axis after bending. In bottoming or coining, use the punch nose. Sheet Metal Inside Bend Radius.
From www.youtube.com
Sheet Metal Properties Thickness & Bend Radius Solidworks Tutorial Sheet Metal Inside Bend Radius For example, if the thickness of. In steel between 0.5 and 0.8 in. But if you are air forming, the inside bend radius is produced as a. A typical recommendation is 1t for all sheet metal parts, which means the smallest bend radius should be at least equal to the sheet thickness. Bend allowance (ba) ba = [(0.017453 × inside. Sheet Metal Inside Bend Radius.
From www.thefabricator.com
Minimum inside sheet metal bend radius vs what's Sheet Metal Inside Bend Radius Thick, grade 350 and 400 may have a minimum bend radius of 2.5 times the material thickness when transverse bending, while longitudinal bending may require a minimum bend radius that’s 3.75 times the material thickness (see figure 1). The difference between the initial length of the sheet metal and the length along the neutral axis after bending. Bend radii &. Sheet Metal Inside Bend Radius.
From mavink.com
Sheet Metal Minimum Bend Radius Chart Sheet Metal Inside Bend Radius Bend radii & minimum bend sizes. It is most economical to use a single bend radius throughout the design, but if necessary, you can utilize. Bend allowance (ba) ba = [(0.017453 × inside radius) + (0.0078 × material thickness)] × bend angle, which is always complementary. In bottoming or coining, use the punch nose radius as the inside bend radius. Sheet Metal Inside Bend Radius.
From www.indiamart.com
MS Sheet Metal Radius Bending, Bend Radius 3D at Rs 15/kg in Ahmedabad Sheet Metal Inside Bend Radius Thick, grade 350 and 400 may have a minimum bend radius of 2.5 times the material thickness when transverse bending, while longitudinal bending may require a minimum bend radius that’s 3.75 times the material thickness (see figure 1). In bottoming or coining, use the punch nose radius as the inside bend radius in your bend deduction calculations. It is particularly. Sheet Metal Inside Bend Radius.
From www.weetect.com
Polycarbonate Bending The Complete Guide Wee Tect Sheet Metal Inside Bend Radius The difference between the initial length of the sheet metal and the length along the neutral axis after bending. Thick, grade 350 and 400 may have a minimum bend radius of 2.5 times the material thickness when transverse bending, while longitudinal bending may require a minimum bend radius that’s 3.75 times the material thickness (see figure 1). It is particularly. Sheet Metal Inside Bend Radius.
From www.thefabricator.com
Precision sheet metal bending and the V groove Sheet Metal Inside Bend Radius Bend radii & minimum bend sizes. For example, if the thickness of. In bottoming or coining, use the punch nose radius as the inside bend radius in your bend deduction calculations. In steel between 0.5 and 0.8 in. But if you are air forming, the inside bend radius is produced as a. A typical recommendation is 1t for all sheet. Sheet Metal Inside Bend Radius.