What Polarity For Mig Welding Aluminium . My advice is to always have your welder set on direct current electrode positive (dcep) with aluminum mig welding. This setting creates a stable arc that produces minimal spatter and good penetration. Aluminium mig welding is done in positive polarity, or dcep (direct current electrode positive). Direct current, reverse polarity (dcnp) is the type of current that is utilized for mig welding aluminum. Polarity for mig welding aluminum. This can be achieved by setting the machine on dcep. There are two types of polarity that can be used in mig welding: When mig welding aluminum, it is important to use direct current electrode positive (dcep) polarity, as it is used for welding steel as well. Dcep (also called reverse polarity) and dcen. When mig welding aluminum, the polarity should be set to dcep. To mig weld aluminum thinner than 14 gauge (.074 inch), it may be necessary to use specialized pulsed mig or ac tig welding equipment. The electrode is connected to the.
from www.perfectwelders.com
The electrode is connected to the. This can be achieved by setting the machine on dcep. When mig welding aluminum, the polarity should be set to dcep. When mig welding aluminum, it is important to use direct current electrode positive (dcep) polarity, as it is used for welding steel as well. Dcep (also called reverse polarity) and dcen. To mig weld aluminum thinner than 14 gauge (.074 inch), it may be necessary to use specialized pulsed mig or ac tig welding equipment. My advice is to always have your welder set on direct current electrode positive (dcep) with aluminum mig welding. This setting creates a stable arc that produces minimal spatter and good penetration. Direct current, reverse polarity (dcnp) is the type of current that is utilized for mig welding aluminum. Polarity for mig welding aluminum.
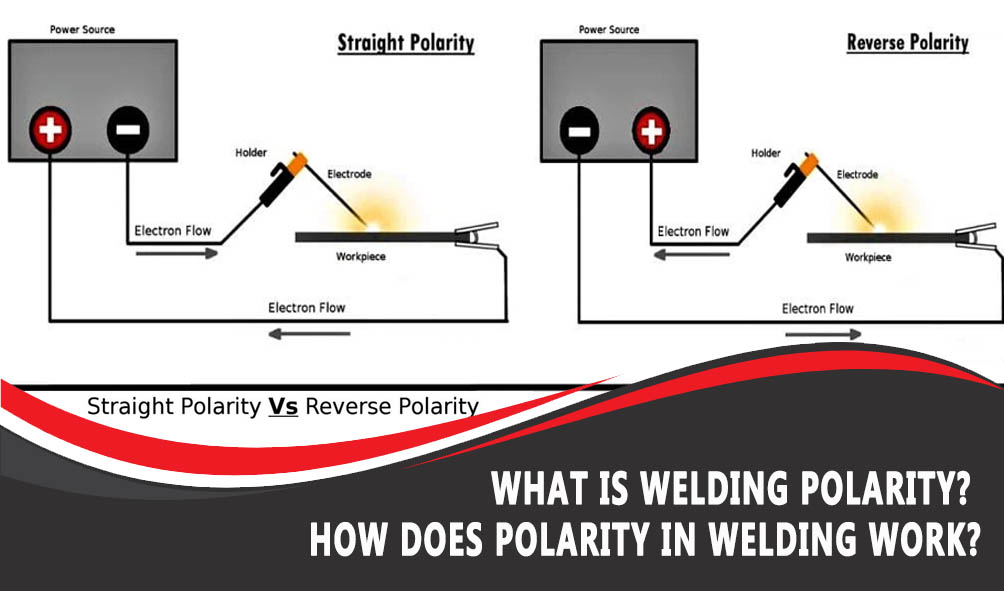
What Is Welding Polarity? How Does Polarity in Welding Work? welding
What Polarity For Mig Welding Aluminium When mig welding aluminum, it is important to use direct current electrode positive (dcep) polarity, as it is used for welding steel as well. Polarity for mig welding aluminum. The electrode is connected to the. When mig welding aluminum, the polarity should be set to dcep. Aluminium mig welding is done in positive polarity, or dcep (direct current electrode positive). To mig weld aluminum thinner than 14 gauge (.074 inch), it may be necessary to use specialized pulsed mig or ac tig welding equipment. This can be achieved by setting the machine on dcep. When mig welding aluminum, it is important to use direct current electrode positive (dcep) polarity, as it is used for welding steel as well. My advice is to always have your welder set on direct current electrode positive (dcep) with aluminum mig welding. There are two types of polarity that can be used in mig welding: Dcep (also called reverse polarity) and dcen. Direct current, reverse polarity (dcnp) is the type of current that is utilized for mig welding aluminum. This setting creates a stable arc that produces minimal spatter and good penetration.
From fyoethyvw.blob.core.windows.net
Mig Wire Codes at Joseph Harper blog What Polarity For Mig Welding Aluminium Polarity for mig welding aluminum. When mig welding aluminum, the polarity should be set to dcep. This setting creates a stable arc that produces minimal spatter and good penetration. Aluminium mig welding is done in positive polarity, or dcep (direct current electrode positive). Direct current, reverse polarity (dcnp) is the type of current that is utilized for mig welding aluminum.. What Polarity For Mig Welding Aluminium.
From unimig.com.au
How to Set Up Your MIG Welder for Aluminium UNIMIG Welding Guides What Polarity For Mig Welding Aluminium Dcep (also called reverse polarity) and dcen. The electrode is connected to the. Aluminium mig welding is done in positive polarity, or dcep (direct current electrode positive). Polarity for mig welding aluminum. This setting creates a stable arc that produces minimal spatter and good penetration. Direct current, reverse polarity (dcnp) is the type of current that is utilized for mig. What Polarity For Mig Welding Aluminium.
From weldingmastermind.com
7 Tips for How to MIG Weld Aluminium Welding Mastermind What Polarity For Mig Welding Aluminium Direct current, reverse polarity (dcnp) is the type of current that is utilized for mig welding aluminum. This can be achieved by setting the machine on dcep. There are two types of polarity that can be used in mig welding: When mig welding aluminum, it is important to use direct current electrode positive (dcep) polarity, as it is used for. What Polarity For Mig Welding Aluminium.
From klaxhkzsm.blob.core.windows.net
Mig Welder Wire Size at Annie Hargrove blog What Polarity For Mig Welding Aluminium This setting creates a stable arc that produces minimal spatter and good penetration. My advice is to always have your welder set on direct current electrode positive (dcep) with aluminum mig welding. Dcep (also called reverse polarity) and dcen. Polarity for mig welding aluminum. Aluminium mig welding is done in positive polarity, or dcep (direct current electrode positive). When mig. What Polarity For Mig Welding Aluminium.
From giokrsrqw.blob.core.windows.net
Aluminium Welding Parameters at Eric Cormier blog What Polarity For Mig Welding Aluminium The electrode is connected to the. To mig weld aluminum thinner than 14 gauge (.074 inch), it may be necessary to use specialized pulsed mig or ac tig welding equipment. There are two types of polarity that can be used in mig welding: Dcep (also called reverse polarity) and dcen. This can be achieved by setting the machine on dcep.. What Polarity For Mig Welding Aluminium.
From www.youtube.com
How to MIG Weld Aluminum The Complete Guide YouTube What Polarity For Mig Welding Aluminium Dcep (also called reverse polarity) and dcen. When mig welding aluminum, it is important to use direct current electrode positive (dcep) polarity, as it is used for welding steel as well. When mig welding aluminum, the polarity should be set to dcep. There are two types of polarity that can be used in mig welding: The electrode is connected to. What Polarity For Mig Welding Aluminium.
From mavink.com
Tig Welding Polarity Chart What Polarity For Mig Welding Aluminium This can be achieved by setting the machine on dcep. When mig welding aluminum, it is important to use direct current electrode positive (dcep) polarity, as it is used for welding steel as well. There are two types of polarity that can be used in mig welding: Polarity for mig welding aluminum. To mig weld aluminum thinner than 14 gauge. What Polarity For Mig Welding Aluminium.
From weldingtrends.com
How To Set MIG Welding Polarity Settings? Step By Step What Polarity For Mig Welding Aluminium Aluminium mig welding is done in positive polarity, or dcep (direct current electrode positive). When mig welding aluminum, it is important to use direct current electrode positive (dcep) polarity, as it is used for welding steel as well. The electrode is connected to the. Polarity for mig welding aluminum. My advice is to always have your welder set on direct. What Polarity For Mig Welding Aluminium.
From weldguru.com
How To MIG Weld Aluminum Beginners Guide (with Chart) What Polarity For Mig Welding Aluminium When mig welding aluminum, the polarity should be set to dcep. There are two types of polarity that can be used in mig welding: This setting creates a stable arc that produces minimal spatter and good penetration. To mig weld aluminum thinner than 14 gauge (.074 inch), it may be necessary to use specialized pulsed mig or ac tig welding. What Polarity For Mig Welding Aluminium.
From studymagicfried.z19.web.core.windows.net
Mig Welding Polarity Chart What Polarity For Mig Welding Aluminium This setting creates a stable arc that produces minimal spatter and good penetration. The electrode is connected to the. Dcep (also called reverse polarity) and dcen. Polarity for mig welding aluminum. Aluminium mig welding is done in positive polarity, or dcep (direct current electrode positive). When mig welding aluminum, the polarity should be set to dcep. There are two types. What Polarity For Mig Welding Aluminium.
From www.perfectpowerwelders.com
What Polarity MIG Welding for Aluminium? mig welding polarity,mig What Polarity For Mig Welding Aluminium When mig welding aluminum, the polarity should be set to dcep. There are two types of polarity that can be used in mig welding: To mig weld aluminum thinner than 14 gauge (.074 inch), it may be necessary to use specialized pulsed mig or ac tig welding equipment. This setting creates a stable arc that produces minimal spatter and good. What Polarity For Mig Welding Aluminium.
From weldingtroop.com
How To Properly Set Your MIG Welding Polarity Settings [Updated] What Polarity For Mig Welding Aluminium The electrode is connected to the. Polarity for mig welding aluminum. This can be achieved by setting the machine on dcep. Dcep (also called reverse polarity) and dcen. This setting creates a stable arc that produces minimal spatter and good penetration. Aluminium mig welding is done in positive polarity, or dcep (direct current electrode positive). To mig weld aluminum thinner. What Polarity For Mig Welding Aluminium.
From americanindustrialsupl.com
Reverse Polarity Welding American Industrial Supplies What Polarity For Mig Welding Aluminium When mig welding aluminum, it is important to use direct current electrode positive (dcep) polarity, as it is used for welding steel as well. This can be achieved by setting the machine on dcep. My advice is to always have your welder set on direct current electrode positive (dcep) with aluminum mig welding. There are two types of polarity that. What Polarity For Mig Welding Aluminium.
From loeqsufar.blob.core.windows.net
Aluminum Rod Current at Jack Nguyen blog What Polarity For Mig Welding Aluminium Direct current, reverse polarity (dcnp) is the type of current that is utilized for mig welding aluminum. Aluminium mig welding is done in positive polarity, or dcep (direct current electrode positive). Polarity for mig welding aluminum. My advice is to always have your welder set on direct current electrode positive (dcep) with aluminum mig welding. There are two types of. What Polarity For Mig Welding Aluminium.
From joiyedmym.blob.core.windows.net
Easiest Way To Weld For Beginners at Tyrone Benner blog What Polarity For Mig Welding Aluminium To mig weld aluminum thinner than 14 gauge (.074 inch), it may be necessary to use specialized pulsed mig or ac tig welding equipment. Aluminium mig welding is done in positive polarity, or dcep (direct current electrode positive). When mig welding aluminum, the polarity should be set to dcep. This setting creates a stable arc that produces minimal spatter and. What Polarity For Mig Welding Aluminium.
From www.perfectpowerwelders.com
What is Polarity in Welding? And Different Types of Welding Polarity What Polarity For Mig Welding Aluminium The electrode is connected to the. Dcep (also called reverse polarity) and dcen. When mig welding aluminum, it is important to use direct current electrode positive (dcep) polarity, as it is used for welding steel as well. To mig weld aluminum thinner than 14 gauge (.074 inch), it may be necessary to use specialized pulsed mig or ac tig welding. What Polarity For Mig Welding Aluminium.
From www.theweldguru.com
How To Set MIG Welding Polarity Settings? The Welding Guru What Polarity For Mig Welding Aluminium This can be achieved by setting the machine on dcep. When mig welding aluminum, the polarity should be set to dcep. This setting creates a stable arc that produces minimal spatter and good penetration. To mig weld aluminum thinner than 14 gauge (.074 inch), it may be necessary to use specialized pulsed mig or ac tig welding equipment. The electrode. What Polarity For Mig Welding Aluminium.
From toolsngoods.com
MIG vs TIG Welding Simple Guide to the Differences What Polarity For Mig Welding Aluminium To mig weld aluminum thinner than 14 gauge (.074 inch), it may be necessary to use specialized pulsed mig or ac tig welding equipment. This setting creates a stable arc that produces minimal spatter and good penetration. The electrode is connected to the. Direct current, reverse polarity (dcnp) is the type of current that is utilized for mig welding aluminum.. What Polarity For Mig Welding Aluminium.
From giokrsrqw.blob.core.windows.net
Aluminium Welding Parameters at Eric Cormier blog What Polarity For Mig Welding Aluminium The electrode is connected to the. This setting creates a stable arc that produces minimal spatter and good penetration. When mig welding aluminum, it is important to use direct current electrode positive (dcep) polarity, as it is used for welding steel as well. My advice is to always have your welder set on direct current electrode positive (dcep) with aluminum. What Polarity For Mig Welding Aluminium.
From mswelding.co.uk
How to Mig Weld Aluminium MS WELDING What Polarity For Mig Welding Aluminium This setting creates a stable arc that produces minimal spatter and good penetration. Direct current, reverse polarity (dcnp) is the type of current that is utilized for mig welding aluminum. To mig weld aluminum thinner than 14 gauge (.074 inch), it may be necessary to use specialized pulsed mig or ac tig welding equipment. When mig welding aluminum, the polarity. What Polarity For Mig Welding Aluminium.
From www.theweldguru.com
How To Set MIG Welding Polarity Settings? The Welding Guru What Polarity For Mig Welding Aluminium This can be achieved by setting the machine on dcep. Polarity for mig welding aluminum. When mig welding aluminum, it is important to use direct current electrode positive (dcep) polarity, as it is used for welding steel as well. To mig weld aluminum thinner than 14 gauge (.074 inch), it may be necessary to use specialized pulsed mig or ac. What Polarity For Mig Welding Aluminium.
From klahwwdnv.blob.core.windows.net
How To Weld Good With Flux Core at Hampton blog What Polarity For Mig Welding Aluminium Dcep (also called reverse polarity) and dcen. Polarity for mig welding aluminum. When mig welding aluminum, it is important to use direct current electrode positive (dcep) polarity, as it is used for welding steel as well. Direct current, reverse polarity (dcnp) is the type of current that is utilized for mig welding aluminum. This can be achieved by setting the. What Polarity For Mig Welding Aluminium.
From www.amazon.sa
ARCCAPTAIN Aluminum MIG Welder, 200Amp 110V/200V Gas MIG/Gasless Flux What Polarity For Mig Welding Aluminium The electrode is connected to the. There are two types of polarity that can be used in mig welding: My advice is to always have your welder set on direct current electrode positive (dcep) with aluminum mig welding. When mig welding aluminum, it is important to use direct current electrode positive (dcep) polarity, as it is used for welding steel. What Polarity For Mig Welding Aluminium.
From weldingintro.com
How To Set Polarity On Mig Welder What Polarity For Mig Welding Aluminium This setting creates a stable arc that produces minimal spatter and good penetration. Direct current, reverse polarity (dcnp) is the type of current that is utilized for mig welding aluminum. When mig welding aluminum, the polarity should be set to dcep. This can be achieved by setting the machine on dcep. My advice is to always have your welder set. What Polarity For Mig Welding Aluminium.
From ar.inspiredpencil.com
Mig Welding Machine Diagram What Polarity For Mig Welding Aluminium This setting creates a stable arc that produces minimal spatter and good penetration. My advice is to always have your welder set on direct current electrode positive (dcep) with aluminum mig welding. Dcep (also called reverse polarity) and dcen. When mig welding aluminum, it is important to use direct current electrode positive (dcep) polarity, as it is used for welding. What Polarity For Mig Welding Aluminium.
From migtigstickweld.com
What is Polarity in Welding? A Complete Guide MIG, TIG & Stick Weld What Polarity For Mig Welding Aluminium This setting creates a stable arc that produces minimal spatter and good penetration. My advice is to always have your welder set on direct current electrode positive (dcep) with aluminum mig welding. There are two types of polarity that can be used in mig welding: Dcep (also called reverse polarity) and dcen. When mig welding aluminum, it is important to. What Polarity For Mig Welding Aluminium.
From gbu-taganskij.ru
How To MIG Weld Aluminum Beginners Guide (with Chart), 40 OFF What Polarity For Mig Welding Aluminium To mig weld aluminum thinner than 14 gauge (.074 inch), it may be necessary to use specialized pulsed mig or ac tig welding equipment. The electrode is connected to the. This setting creates a stable arc that produces minimal spatter and good penetration. My advice is to always have your welder set on direct current electrode positive (dcep) with aluminum. What Polarity For Mig Welding Aluminium.
From exyabsnnv.blob.core.windows.net
Mig Welding Solid Wire Polarity at Maple Frank blog What Polarity For Mig Welding Aluminium Direct current, reverse polarity (dcnp) is the type of current that is utilized for mig welding aluminum. Polarity for mig welding aluminum. There are two types of polarity that can be used in mig welding: My advice is to always have your welder set on direct current electrode positive (dcep) with aluminum mig welding. When mig welding aluminum, the polarity. What Polarity For Mig Welding Aluminium.
From dxofcidfp.blob.core.windows.net
Can You Get Electrocuted Mig Welding at Jamie Ashley blog What Polarity For Mig Welding Aluminium This setting creates a stable arc that produces minimal spatter and good penetration. When mig welding aluminum, it is important to use direct current electrode positive (dcep) polarity, as it is used for welding steel as well. To mig weld aluminum thinner than 14 gauge (.074 inch), it may be necessary to use specialized pulsed mig or ac tig welding. What Polarity For Mig Welding Aluminium.
From tmcgeedesign.com
0 Result Images of What Is Reverse Polarity In Welding PNG Image What Polarity For Mig Welding Aluminium There are two types of polarity that can be used in mig welding: When mig welding aluminum, it is important to use direct current electrode positive (dcep) polarity, as it is used for welding steel as well. This setting creates a stable arc that produces minimal spatter and good penetration. The electrode is connected to the. To mig weld aluminum. What Polarity For Mig Welding Aluminium.
From weldingweb.com
Welding™ Welding forum for pros and enthusiasts What Polarity For Mig Welding Aluminium Aluminium mig welding is done in positive polarity, or dcep (direct current electrode positive). The electrode is connected to the. My advice is to always have your welder set on direct current electrode positive (dcep) with aluminum mig welding. When mig welding aluminum, it is important to use direct current electrode positive (dcep) polarity, as it is used for welding. What Polarity For Mig Welding Aluminium.
From au.pinterest.com
Welder Setting Chart Suitable for YesWelder MIG Welders Mig welder What Polarity For Mig Welding Aluminium To mig weld aluminum thinner than 14 gauge (.074 inch), it may be necessary to use specialized pulsed mig or ac tig welding equipment. When mig welding aluminum, the polarity should be set to dcep. Dcep (also called reverse polarity) and dcen. Direct current, reverse polarity (dcnp) is the type of current that is utilized for mig welding aluminum. Polarity. What Polarity For Mig Welding Aluminium.
From www.perfectwelders.com
What Is Welding Polarity? How Does Polarity in Welding Work? welding What Polarity For Mig Welding Aluminium Direct current, reverse polarity (dcnp) is the type of current that is utilized for mig welding aluminum. To mig weld aluminum thinner than 14 gauge (.074 inch), it may be necessary to use specialized pulsed mig or ac tig welding equipment. Dcep (also called reverse polarity) and dcen. Aluminium mig welding is done in positive polarity, or dcep (direct current. What Polarity For Mig Welding Aluminium.
From cewyilip.blob.core.windows.net
Types Of Tungsten Electrodes For Tig Welding at Micheal Delgado blog What Polarity For Mig Welding Aluminium When mig welding aluminum, the polarity should be set to dcep. Direct current, reverse polarity (dcnp) is the type of current that is utilized for mig welding aluminum. When mig welding aluminum, it is important to use direct current electrode positive (dcep) polarity, as it is used for welding steel as well. This setting creates a stable arc that produces. What Polarity For Mig Welding Aluminium.
From ar.inspiredpencil.com
Mig Welding Aluminum What Polarity For Mig Welding Aluminium This setting creates a stable arc that produces minimal spatter and good penetration. Direct current, reverse polarity (dcnp) is the type of current that is utilized for mig welding aluminum. This can be achieved by setting the machine on dcep. There are two types of polarity that can be used in mig welding: My advice is to always have your. What Polarity For Mig Welding Aluminium.