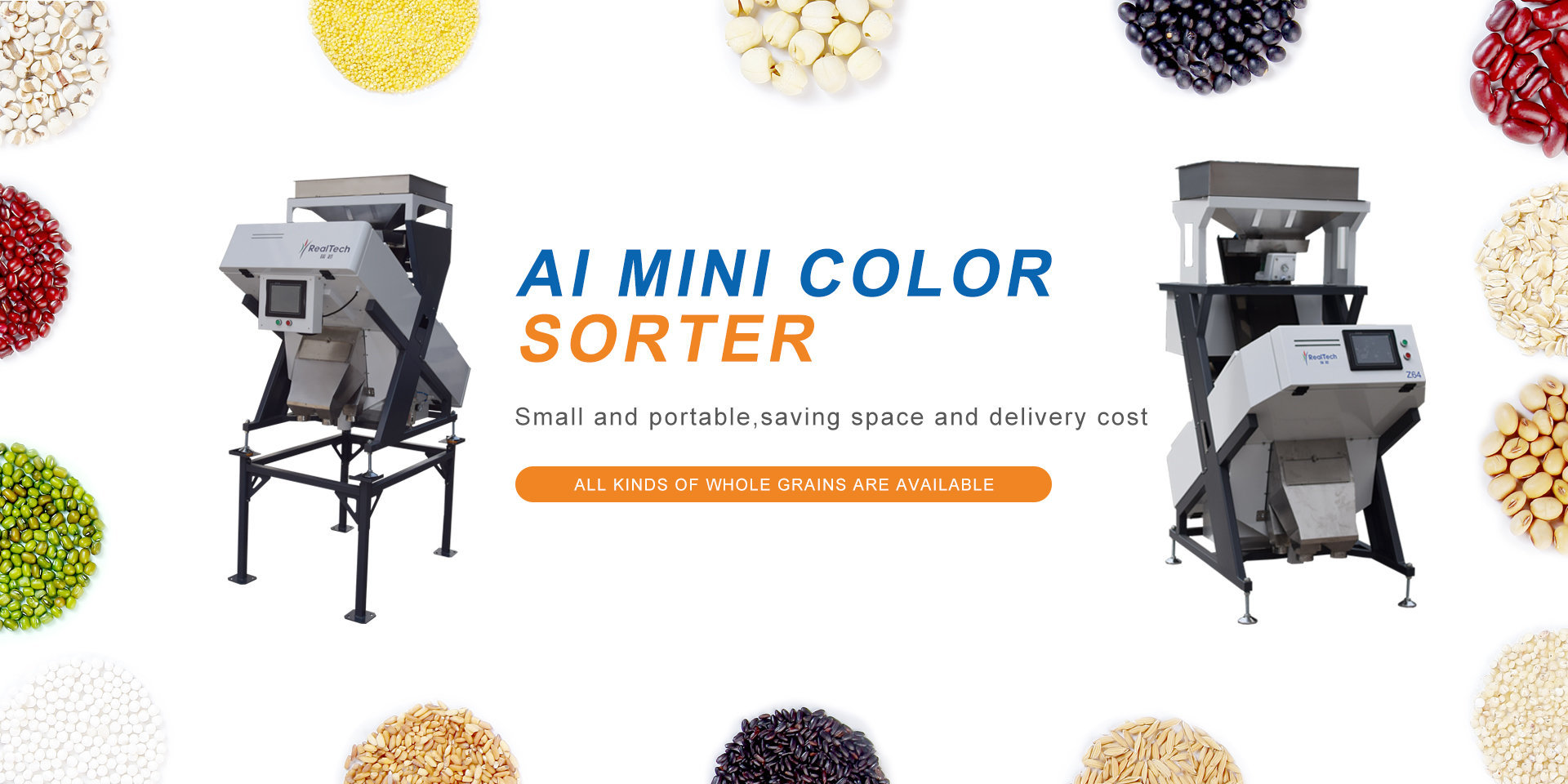
When precision is non-negotiable, the mini color sorter stands as an indispensable tool for any serious operation involving granular materials. These compact machines utilize advanced sensor technology and high-speed processing to identify and segregate items based on chromatic differences, surpassing the capabilities of manual sorting. By automating the classification of products based on color and, in many cases, shape, these devices ensure a level of consistency and quality that protects brand reputation and operational efficiency. Far from being a niche gadget, this technology has become a critical asset across numerous sectors where visual sorting is integral to the value chain.
The Core Technology Behind Visual Separation
At the heart of every mini color sorter lies a sophisticated interplay of hardware and software that enables real-time decision-making. The process begins with a high-resolution optical sensor, often a combination of RGB and infrared cameras, which captures detailed data on the hue and saturation of each passing item. This visual data is then processed by onboard electronics, which compare the captured information against pre-set thresholds or user-defined parameters. The system then triggers a precisely timed air jet or mechanical ejector to divert the non-conforming material into a separate receptacle, achieving separation with remarkable accuracy in a matter of milliseconds.
Key Components and Their Functions
- Feeding System: Ensures a uniform and single-file flow of material to maximize detection accuracy.
- Detection Sensors: High-speed cameras or photoelectric sensors that capture color and shape data.
- Processing Unit: The industrial-grade computer that analyzes data and makes split-second sorting decisions.
- Ejection Mechanism: Pneumatic or mechanical arms that physically remove impurities or sort items by category.
- Control Interface: An intuitive touchscreen or software dashboard for parameter adjustment and monitoring.
Advantages of Implementing a Compact Sorting Solution
Investing in a mini color sorter translates directly into tangible business benefits, particularly when space and throughput are concerns. Their compact footprint allows for easy integration into existing production lines without requiring a major overhaul of the facility layout. Furthermore, the automation they provide drastically reduces reliance on manual labor, mitigating human error and associated costs. The ability to remove defects or sort mixtures with precision leads to higher purity yields, reduced waste, and ultimately, a superior end product that meets stringent market specifications.
Operational Efficiency and Purity
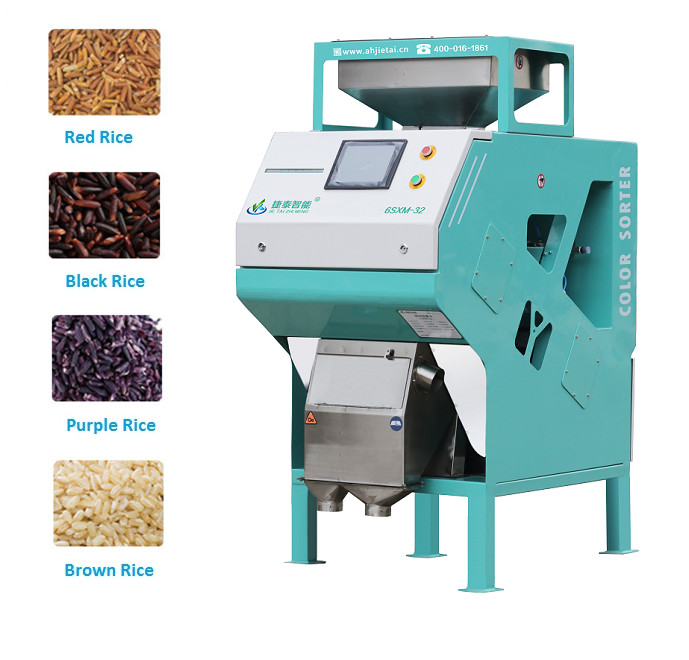
Beyond just removing contaminants, these machines excel at categorization. A producer of nuts, for example, can use a mini color sorter to separate varieties by type or remove discolored kernels caused by damage or mold. In the recycling industry, they are vital for purifying plastic flakes or sorting glass by color grade, significantly enhancing the value of the recycled material. This level of purification not only improves the quality of the final product but also streamlines downstream processes, reducing the need for additional manual checks and rework.
Applications Across Diverse Industries
The versatility of the mini color sorter makes it a valuable asset far beyond the agricultural sector. While long associated with grading grains and coffee beans, the technology has found crucial applications in modern manufacturing and material recovery. The demand for consistent quality and the need to meet regulatory standards have driven adoption in industries that previously relied solely on manual inspection.
Industry-Specific Use Cases
| Industry | Primary Application |
|---|---|
| Agriculture & Food | Sorting coffee beans, nuts, grains, and dried fruits by color and quality. |
| Plastics & Recycling | Separating plastic flakes or PET bottles by polymer type and color for recycling. |
| Mineral Processing | Identifying and removing rocks or ore particles based on mineral coloration. |
| Pharmaceuticals | Detecting and removing foreign particles or off-color tablets in a production stream. |
Selecting the Right Model for Your Needs
Choosing the correct mini color sorter requires a careful analysis of your specific operational parameters. Key factors to consider include the type of material being sorted, the required throughput in units per hour, and the level of precision needed to achieve your quality goals. Understanding the range of contaminants or color variations you need to address will dictate the sensor specifications and software capabilities required for optimal performance.

Critical Performance Factors
- Throughput Capacity: Match the machine's processing speed to your production volume to avoid bottlenecks.
- Detection Sensitivity: Determine the smallest size and color variance the sensor must detect to meet your standards.
- Ease of Maintenance: Look for designs with accessible components and user-friendly cleaning protocols to minimize downtime.
- Footprint and Integration: Ensure the physical dimensions and power requirements align with your available space and infrastructure.
The Future of Automated Color Sorting
As artificial intelligence and machine learning continue to evolve, the capabilities of the mini color sorter are expanding rapidly. Modern systems are moving beyond simple color detection to recognize complex patterns and subtle defects that were previously impossible to identify. This evolution promises even greater precision, reduced false positives, and the ability to handle a wider variety of materials with minimal reconfiguration. The ongoing integration of smart technology ensures that these machines will remain at the forefront of quality control and production efficiency for years to come.
Easy Operation Mini Color Sorter Machine 99.99% Accuracy
Mini Color Sorter Sorting Machine | GroTech

Automatic Mini Color Sorter, Single Phase at Rs 500000 in Coimbatore ...

Portable Cereals Mini Color Sorter Equipment With Image Capturing Ability

Mini Color Sorter Machine | Mini Colour Separator For Small Scale

Mini Color/ Size Sorter by Meyer | Hoffman Manufacturing
Mini Rice Color Sorter Machine Manufacture,Realtech Colour Sorters Machine

Mini Color Sorter Machine for Small Scale Processing - Skysorter

Mini Rice Color Sorter Machine - Affordable Prices & Advanced Features

High Speed Sorting Mini Color Sorter Machine Plastic Colour Sorting Machine

Quality Mini Color Sorter & Rice Color Sorter factory from China
Mini Optical Color Sorter Machine/ Mini Coffee Bean Color Sorter /Mini ...

High Capacity Mini Color Sorter With CCD Image Acquisition System

220V 50HZ Mini Color Sorter Machine Cashew Colour Sorting Machine

Color Sorter

Mini Color Sorter Machine for Small Scale Processing - Skysorter

Automatic Mini Color Sorter, Single Phase at ₹ 600000 in Coimbatore ...

Mini Optical Color Sorter Machine/ Mini Coffee Bean Color Sorter /Mini ...

Mini Color Sorter Machine | Mini Colour Separator For Small Scale

20 Channels Intelligent Mini Rice Color Sorter - Color Sorter and Mini ...